CASE 01
钢铁冶金
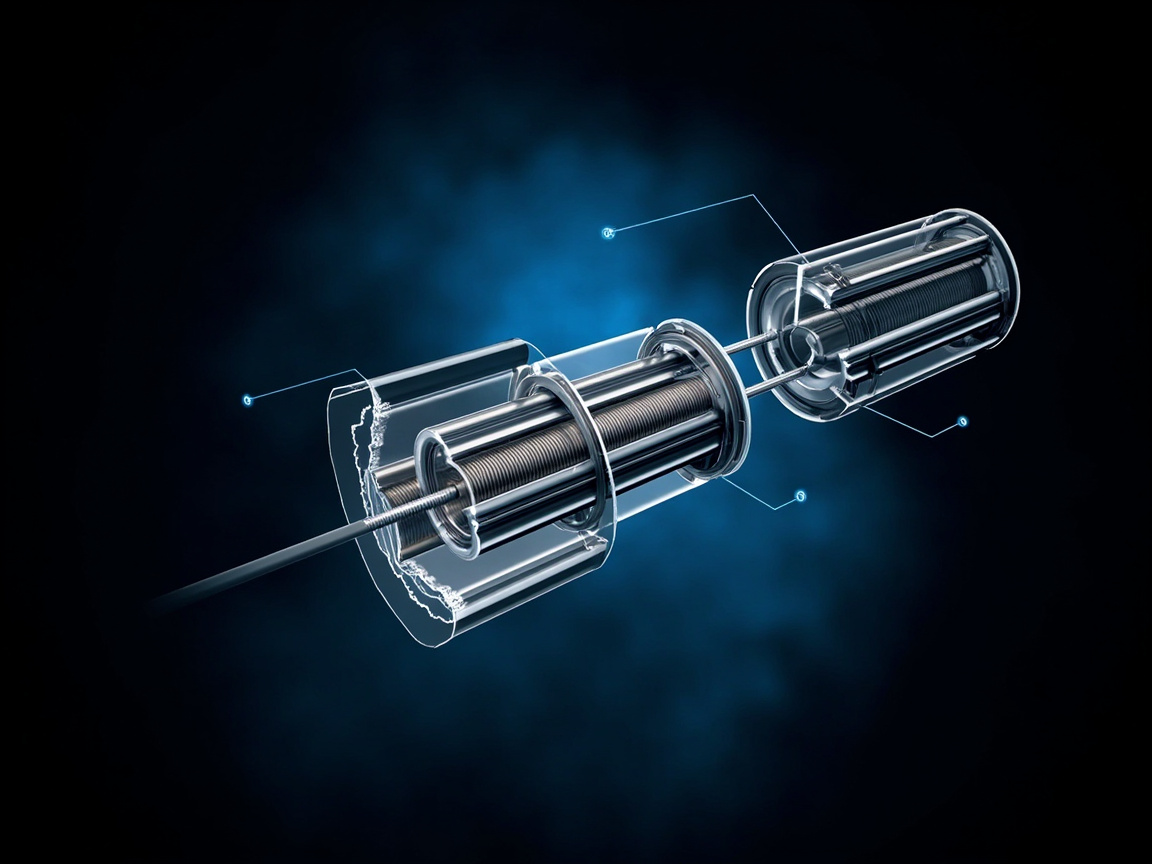
某大型钢企 6# TRT 余压发电密封改造
客户:河北某 1080m³ 高炉配套 TRT
原碳环密封频繁泄漏、氮气消耗量居高不下,机组运行 3 个月即出现可燃气外泄。 改造为指式密封后泄漏量为 0,氮气消耗量下降 62%,年节约氮气费用约 18 万元。
0
泄漏量
-62%
氮气消耗
5+
运行年